Myostat
High-Accuracy Closed Loop Force Feedback

Benefits of Serial Servo Digital Presses For Force Gauge Specifications
Hand driven press assemblies, which require a specific amount of force applied for a given amount of time, present challenges when attempting to accurately measure or replicate results in production or quality control processes. In contrast, servo driven digital presses are able to provide accurate, consistent and repeatable results while outputting trackable data. By controlling position and current, the servo driven digital press allows for stable, accurate and repeatable control.
Myostat was approached by an integrator for a large North American electronics manufacturer looking to produce cost effective servo driven presses. A force gauge, specifically the Mark-10 Series 5 (www.mark-10.com), was certified by the customer and pre-selected as the preferred gauge. The system also needed to be designed within current hardware specifications and so the Cool Muscle CM1-C-17L30C-RT3 integrated motor and force gauge were fixed.
While open loop servo presses may provide adequate accuracy (+-1N), and are still used as a cost effective solution for many applications, they rely on multiple variables such as motor current, speed, acceleration and control gains to be set in order to achieve accuracy at a defined target force. This use of multiple variables makes this option an inappropriate choice for applications with multiple force targets.
For more precise applications, that are able to run to multiple force loads and are programmable with no control gain changes, a higher accuracy solution is required. Additionally, in order to allow for higher cycle time and throughput, the servo must be able to switch seamlessly between position and force control.
The chosen force gauge offers two options for feedback, analog and serial. The analog option outputs the raw signal from the load cell. The signal is amplified to a 0 to 1V signal over the calibrated range of the force gauge. The advantage to the analog option is that the signal is in real time allowing the controller to update every 1ms (time period of control loop.) However, with this option, the signal has a slight non-linearity and does not directly match the force gauge display which the user can zero and could have different tare points. In addition, the resolution is limited by the micro-controller’s analog input (10bit) of the integrated servo system.
Serial communications allows the gauge display value to be streamed out at up to a 4ms time interval. Utilizing this option ensures that the serial data matches screen data and allows the motor to write directly to the gauge's serial port allowing the gauge to be controlled by the servo, minimizing user interaction. Full gauge resolution is available for this option, however 4ms data streaming is slower than the ideal 1ms interval, which matches the integrated servo's force control loop frequency.
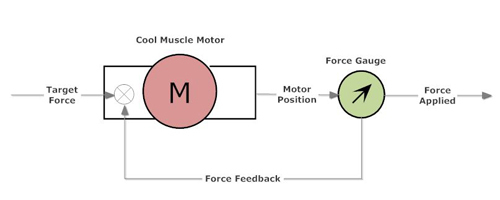
After considering the options, we chose the serial port for implementation. A PI controller was utilized for the force feedback control loop and feedback was supplied over the serial port in 4ms intervals. In this design, the error between the force gauge signal and the target feeds into the micro-controller's motion generator through the PI controller. The motion generator generates a target speed within the servo motor which finally translates to a position change on the force gauge. The quick response time of the servo positioning system translates to accurate force control. The integrated nature of the motor and the fact the motor can read the force gauge signal directly reduced complexity within setup, testing and assembly.
While designing a complete solution from scratch would have resulted in improved performance, the result would have been more costly and would not have met the required time schedule. This implementation produced very accurate results where realizing the full resolution of the gauge is possible. For example, a 250N gauge can give an accuracy of 0.05N and a single set of controller gains offer a full range of target forces from 0.05N to 250.00N. While the 4ms feedback rate limits positioning speed and acceleration, we found it to be well within the specifications for our application. The motor is able to detect if force is applied too early to within 0.25mm, this allows for termination and part rejection by the system before a load is applied that could cause damage to the test product.
Potential upgrades to the design could include higher frequency and real time feedback of the gauge signal. As an example, a PWM signal directly to the motor's micro-controller's internal high speed counter that carries the force value would be more ideal. While 250Hz feedback frequency is adequate, this solution would match the control loop's 1KHz frequency and, would create real time feedback eliminating the delay in generation, transmission and parsing of data.
This article originally appeared in the July 2012 issue of Medical Design Briefs
Mark McCann is the Lead Design Engineer at automation solutions provider, Myostat Motion Control. During his eight years with the company, Mark has worked on hardware, electronic circuit design, software, microcontroller firmware development and windows application programming.
View more information on the Cool Muscle Series of Servo Motors here.